Yuhong Holding Group Co., LTD

 |
| Menşe yeri: | Çin |
| Marka adı: | YUHONG |
| Sertifika: | ABS, GL, DNV, NK, PED, AD2000, GOST9941-81, CCS, ISO 9001-2008 |
| Model numarası: | SS304, TP316, TP304L, SS316L |
| Min sipariş miktarı: | 100KGS |
|---|---|
| Ambalaj bilgileri: | kontrplak kasa,kutu,palet,palet |
| Teslim süresi: | 7days |
| Ödeme koşulları: | L/C, T/T |
| OD: | 0,1 MM ila 25 MM | Seviye: | TP304/304L/304H , TP310S/310H, TP316L/316H/316Ti ,TP317/317L , TP321/321H, TP347/347H 904L , SAF2205 |
|---|---|---|---|
| Standart: | EN10305, ASTM, GOST | paket: | KONTRPLAK KUTU,PAKET |
| Tip: | RULO, DÜZ | Kullanım: | SAAT, TÜKENMEZ, ALET,,,,, |
| Vurgulamak: | parlak tavlanmış tüp,Paslanmaz Çelik Boru Eşanjör |
||
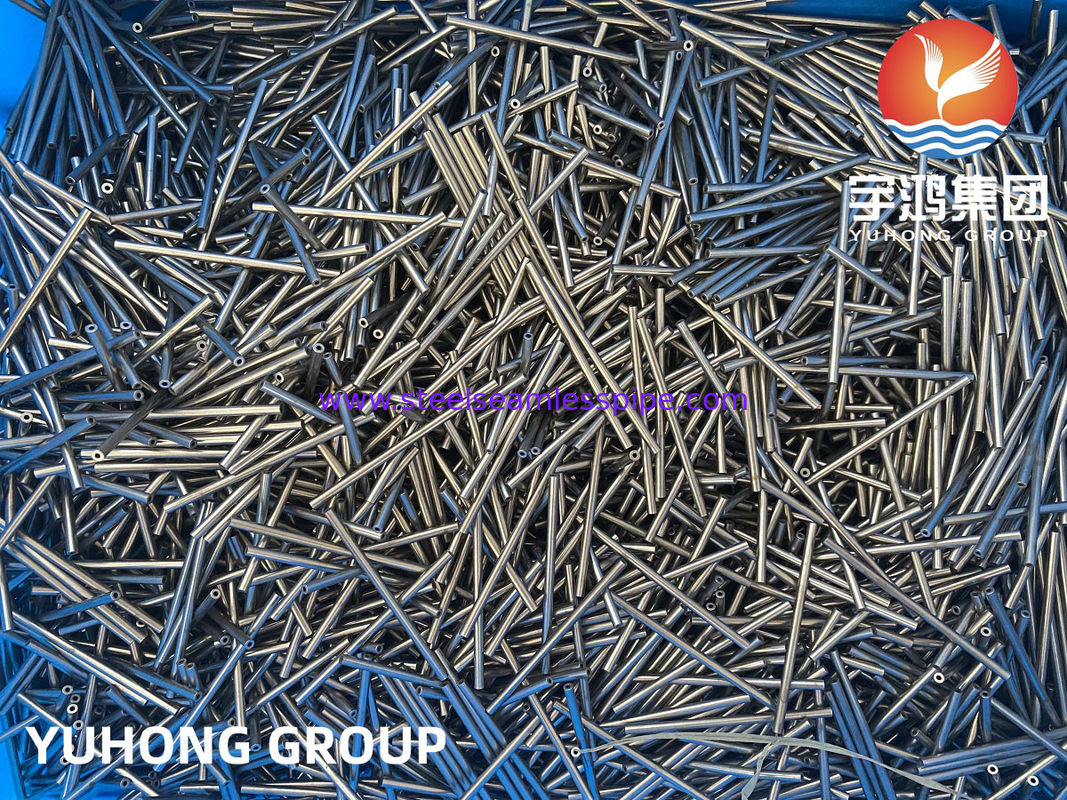
Paslanmaz Çelik İğneli Boru TIG kaynaklı,TP 304/TP304L/TP316/TP 316L Kılcal Boru,Niddle Boru
YUHONG GRUBU10 yılı aşkın bir süredir paslanmaz çelik dikişsiz boru ve tüp ile anlaşmak, her yıl 80.000 tondan fazla paslanmaz çelik dikişsiz boru ve tüp satmak.Müşterimiz şimdiden 45'ten fazla ülkeyi kapsıyor.Paslanmaz çelik dikişsiz boru ve borularımız Madencilik, Enerji, Petrokimya, Kimya Endüstrisi, Gıda fabrikası, Kağıt fabrikası, Gaz ve Akışkan Endüstrisi vb.ANSI B16.10: B16.19 SCH 5S, SCH 10S, SCH 20, SCH 30, SCH 40S, SCH 60, SCH80S, XS, SCH 100, SCH 120, SCH160, XXS
Tıbbi Hortum kullanılarak üretilmiştir 304, 304L ve 316L Paslanmaz Çelik.304 Paslanmaz Çelik nispeten düşük karbon içeriğine sahiptir (maksimum yüzde 0,08) ve korozyona 302 Paslanmaz Çelikten daha iyi direnç gösterir.Muadili 304L Paslanmaz Çelik daha da düşük karbon içeriğine sahiptir (maksimum yüzde 0,04) ve benzer korozyon direnci sunar.Fakat, 304L ayrıca kaynak sonrası taneler arası korozyona karşı yüksek direnç sunar. 316L bazen Tıbbi aletlerde kullanılır ve daha düşük karbon içeriğine sahiptir. 316 Paslanmaz. 316L üstün korozyon direncinin gerekli olduğu alanlarda kullanılır
Çoğu durumda dikişsiz ile karşılaştırıldığında ekonomi, teslim süresi ve tolerans açısından kaynaklı ve çekilmiş boru tercih edilen boru seçimidir.Birçok zorlu uygulama, Vita Needle tarafından 85 yılı aşkın süredir kullanılan TIG kaynaklı ve tapa (mandrel) çekme yöntemini gerektirir!
![]()
Medikal Endüstrisi için Paslanmaz Çelik Boru Üretimi
Süreç üzerine bir astar
Tıp endüstrisi için tüp üretmek, kaynak, malzeme ve yüzey kalitesine büyük dikkat gerektirir.
Tıp endüstrisi için borular, öncelikle 304 ve 304L (düşük karbonlu) kaynaklı paslanmaz çelikten üretilir.304 paslanmaz çeliğin karbon içeriği nispeten düşüktür (maksimum yüzde 0,08) ve korozyona 302 paslanmazdan daha iyi direnç gösterir.
Muadili 304L paslanmaz daha da düşük karbon içeriğine sahiptir (maksimum yüzde 0,04) ve benzer korozyon direnci sunar.Bununla birlikte, 304L ayrıca kaynak sonrası taneler arası korozyona karşı yüksek direnç sunar.
şerit Stok
Medikal boru üreticisi için önde gelen zorluklardan biri, iyi kalitede bir kenar koşuluna sahip şerit stoğunu güvence altına almaktır.Tıbbi pazarda boruların duvarları nispeten ince olma eğilimindedir ve sonuç olarak hizalama ve kenar durumu kritiktir.
Kaynak makinesi operatörlerine tüm şerit stoklarını mümkün olduğunca temiz ve korumalı tutmaları tavsiye edilir.Buna, vücut yağlarının kenarları kirletmesini önlemek için tüm stokların dikkatli ve uygun şekilde saklanması ve temiz pamuklu eldivenlerle taşınması dahildir.
Üretici, gelen şeridin kenar durumu gereksinimlerini karşılamasını sağlamak için şerit kesici ile yakın çalışmalıdır.Çoğu değirmen, fabrikanın gereksinimlerini karşılayan iyi kalitede şerit sağlayan bir veya iki şerit tedarikçisine sahiptir.
Kaynak
Üreticiler genellikle tıbbi pazar için 304 ve 304L paslanmaz çelik şeridi kaynaklamak için üç farklı yöntemden birini kullanır.
Birincisi gaz tungsten ark kaynağıdır (GTAW).Bu, popüler yöntemlerin en eskisidir ve hala yaygın olarak kullanılmaktadır.İkincisi, plazma kaynağı, GTAW'daki bir varyasyondur.Sonuncusu olan lazer kaynağı, yaygın kullanılan yöntemlerin en yenisidir.Bu kaynak yöntemlerinin her biri, ilgili kaynak kafalarında ve güç kaynaklarında gelen farklılıklarla birlikte temel tasarımda benzerdir.Her birinin ayrıca çeşitli güçlü ve zayıf yönleri vardır.
Bir kaynak haddeleme işlemi seçerken dikkate alınması gereken bazı temel öğeler şunlardır:
1. Çalışma hızı.
2. Elektrotların bakımı.
3. Kullanım kolaylığı.
4. Kaynak kafası ve güç kaynağı maliyeti.
Çoğu kaynak fabrikası, kaynak dikişinin bütünlüğünü doğrulamak için son yüzgeç geçişinden sonra girdap akımı test ekipmanı kullanır.Bazıları ayrıca dikişin ve kaynak başı elektrodunun hizalanmasını gözlemlemek için kaynak dikişine odaklanan bir video kamera ekler.Bu iki kaynak yardımcısı, değirmenin dakikada 20 ila 30 fit (FPM) arasında değişen hızlarda kaynak dikişinde oldukça yüksek bir güven düzeyiyle daha büyük sürekli bobinler üretmesine olanak tanır.
Boyut Aralıkları
Tıbbi boruların çoğu, gevşek bir şekilde Amerika Birleşik Devletleri askeri GG-N-196 spesifikasyonuna dayanan bir ölçü ölçeğine göre yapılır.Modern gereksinimler ve teknolojik gelişmeler bu ölçeği büyük ölçüde genişletti.6'dan (0,203 inç) ila 36'ya (0,004 inç) değişen duvarlarla (0,015 ila 0,0015 inç) artan göstergeler artık genel olarak standart olarak kabul edilmektedir.
Üç Temel Ürün
Üreticiler, orijinal ekipman üreticilerine (OEM'ler) ve distribütörlere üç temel tipte bitmiş boru-kaynaklı ve ardından birkaç lavabo [iç çap (ID) tapa veya mandrel olmadan küçültmeler] tedarik eder;kaynaklı, geçmeli veya mandrelle çekilmiş (kaynağı düzleştirmek ve duvar kalınlığını ayarlamak için), ardından bitirmek için birkaç lavabo;ve kaynak yapılır, ardından bitirmek için birkaç tapa veya mandrel çekilir.Bu yöntemlerin her biri sağlam bir ürün ortaya çıkarır ve her ürünün kendine özgü bir uygulama alanı vardır.
Bazı tüp üreticileri her üç tür ürünü de sunarken, diğerleri bir veya iki üründe uzmanlaşmıştır.Tıbbi OEM'lere çeşitli kaynak dikişleri ve yüzey kalitesi ve toleranslarının yanı sıra değişen maliyetler sunarlar.
Evyeler tarafından Kaynaklı ve Bitmiş.Kaynaklı ve batarak bitmiş borulardaki şerit stoğu, istenen bitmiş boyuttan daha büyük bir dış çap (OD) ile bitmiş duvar boyutunda veya buna çok yakın bir şekilde oluşturulur ve kaynaklanır.Kaynaklı borunun istenen dış çapına, borunun bitmiş boyuta batırılmasıyla ulaşılır.
Batırma işlemi, tüpün OD üzerinde yağlanması ve bir kalıp içinden çekilmesiyle gerçekleştirilir.Bu işlem, istenen OD elde edilene kadar kademeli olarak daha küçük kalıplarla tekrarlanır.Bu işlem herhangi bir ara tavlama gerektirmez ve sonuç olarak boruları verimli ve ucuz bir şekilde üretebilir.Bununla birlikte, bu süreçte, yüksek düzeyde iş sertleştirme elde etme yeteneği genellikle engellenir çünkü soğuk iş miktarı, işlemde duvar indirgemesi eksikliği ile sınırlıdır.
İşlem ara tavlama gerektirmez, bu nedenle kaynak bölgesi bozulmadan kalır ve homojenleşmez.Sonuç olarak, kaynak bölgesi görünür kalır ve ana metale entegre olmaz.Borunun iç çapı mandreli veya tıpası olmadan küçültülmesi, borunun iç çapı üzerinde pürüzlü bir yüzey oluşturur.Birçok lavabo tarafından tamamlanan bir tüp, enine bir kesiti ortaya çıkarmak için kesilir, monte edilir, parlatılır ve ardından bir mikroskopla incelenirse, iç çap boyunca şiddetli tepeler ve vadiler görülebilir.
ID duvarında bu işlemin neden olduğu pikler, piklerin vadilerinde kir ve kirletici maddeler toplanabileceğinden, ID'nin iyice temizlenmesini zorlaştırır.Bu zirveler ayrıca ID'yi düzensiz hale getirir ve ID boyutunu tutarlı bir şekilde ölçmede zorluğa neden olabilir.
Bu tip tüp genellikle enjekte edilebilir bir cihaz gibi temel hipodermik iğne uygulamaları için kullanılır.ID'nin düzensiz durumu nedeniyle, bu tüp genellikle ID'den bir stile, tel veya tüp geçirme yeteneği gerektiren işlemler için kullanılmaz.Ayrıca, kaba ID kanın birikmesine ve pıhtılaşmasına, kan akışının yavaşlamasına veya sonunda durmasına neden olabileceğinden, bu yöntem genellikle kan almak için kullanılmaz.Son olarak, kaynak bölgesindeki homojen olmayan bir tanecik yapısı üzerindeki şiddetli soğuk işlem nedeniyle, bitmiş boru üzerinde gerçekleştirilebilecek bir imalat işlemi sırasında boru başarısız olabilir.
Kaynaklı, Geçmeli veya Mandrelli Çizim ve Ardından Bitirmek İçin Lavabolar.Kaynaklı, tapa veya mandrelle çekme ve ardından lavabodan bitişe boru ile, şerit stoğu kaynaklanır ve yalnızca alıcıları olan borularda olduğu gibi oluşturulur, ancak başlangıç duvar boyutu istenen bitmiş duvar boyutundan daha büyüktür.
OD ve ID yağlanır ve ID tıpası veya mandrel sokulur ve boru bir kalıbın içinden çekilir.İndirgeme miktarına bağlı olarak, bu işlem kademeli olarak daha küçük kalıplar ve ID tıkaçları veya mandreller kullanılarak ara tavlama gerektiren bir çalışma sertliği oranına ulaşılana kadar tekrar edilebilir.Tavlama sonrasında ID tapası veya mandrel ile işleme devam edilebilir veya daha önce anlatıldığı gibi bir lavabo işlemine geçilebilir.
Ürün daha sonra lavabolarla sürekli olarak istenen bitmiş boyuta kadar bitirilir.ID fişi veya mandrelin eklenmesi ve ara tavlama, ürün maliyetlerini artırır ve ürün verimlilikleri azalma eğilimi gösterir.Bu işlemin yalnızca bir ara tavı olduğundan, kaynak bölgesi homojenize edilmiş olsa da hala görülebilir.
Redüksiyon için gereken soğuk iş miktarından dolayı bu işlemle daha yüksek iş sertleştirme oranları daha kolay elde edilir.Hem ID hem de OD yüzey durumu kalitesi, indirgeme sırasında ID duvarını destekleyen ID fişi veya mandrel nedeniyle yüksek olma eğilimindedir.Ek olarak, iç çapın temizlenmesi neredeyse hiç sorun değildir, iç boyut tutarlıdır ve boru, batırma yöntemiyle bitirilen borudan daha sıkı toleranslara sahip olabilir.
Bu tüpün mikroskopla enine görünümü, daha az ID duvar distorsiyonu ve daha pürüzsüz bir görünüm gösterir.Bu boru genellikle sıkı toleranslara sahip daha yüksek kaliteli bir boru gerektiren uygulamalarda kullanılır.Normalde enjekte edilebilir bir cihaz olarak kullanılmaz.
Kaynaklı ve Sona Kadar Tak veya Mandrelle Çekilmiş.Kaynaklı ve tapa veya mandrelle çekilmiş boru imalatında, diğer yöntemlerde olduğu gibi şerit stoğu oluşturulur ve kaynaklanır ve başlangıç duvarı ve dış çapı istenen bitmiş boyuttan daha büyüktür.
OD ve ID yağlandıktan ve bir ID tıpası veya mandrel takıldıktan sonra boru kalıplardan çekilir.İndirgeme miktarına ve istenen son boyut sertlik gereksinimine bağlı olarak, bu işlem, çalışma sertliği bir ara tavlamayı gerektirinceye kadar kademeli olarak daha küçük kalıplar ve ID tapaları veya mandrellerle tekrarlanır.Tavlamadan sonra, istenen bitmiş boyut elde edilene kadar işlem tekrar başlayabilir.
Ürün baştan sona ID fişi veya malafa ile çizilir.Bu, en az iki ara tavlama ile bağlantılı olarak, kaynak bölgesinin tamamen ana metale homojenleşmesine izin verir.Çok sıkı dış çap ve iç çap toleranslarının yanı sıra iç çap temizliği bu ürünlerin temel özellikleridir.Bitirmek için çizilmiş borunun bir mikroskopla enine görünümü, pürüzsüz bir ID duvarı gösterir ve görünür bir kaynak bölgesi göstermez.
Bu ürünün bazı kullanımları arasında kan bağışı iğneleri, sıkı toleranslar ve üstün yüzey koşulları gerektiren ürünler ve diğer cihazları ID'den geçirme yeteneği gerektiren ürünler yer alır.
Emin olmak için, tüm paslanmaz çelik borular aynı özelliklere göre üretilmemiştir.Tıbbi cihaz OEM'leri ve distribütörleri, tıbbi pazar için paslanmaz çelik boru sipariş ederken seçebilecekleri çeşitli ürünlere ve ürün kalitelerine sahiptir.En önemlisi ve OEM veya distribütörün doğru ürünün sipariş edildiğinden emin olmak için hortumun amaçlanan kullanımına ilişkin iyi bir anlayışa sahip olması gerekir.
![]()
İlgili kişi: Candy
Tel: 008613967883024
Faks: 0086-574-88017980