

Yuhong Holding Group Co., LTD


|
Ürün ayrıntıları:
Ödeme & teslimat koşulları:
|
| Standart: | EN10305, ASTM, GOST | Sınıf: | 1.4301, 1.4306, 1.4404, 1.4539, |
|---|---|---|---|
| OD: | 0,1MM - 25MM | Uzunluğu: | İSTEMCİ TALEBİNDEN BAĞIMLILIK |
| Vurgulamak: | parlak tavlanmış tüp,dikişsiz kazan borusu |
||
EN10305 1.4301, 1.4306, 1.4404, 1.4539 Kılcal Boru, Dikişsiz / Kaynaklı, Parlak Yüzey
Paslanmaz çelik dikişsiz boru ve boru zaten fazla 10 yıl ile YUHONG GROUP anlaşma, her yıl paslanmaz çelik dikişsiz boru ve tüp fazla 80000 ton satmak. Müşterimiz zaten 45'den fazla ülkeyi kapsamaktadır. ANSI B16.10: B16.19 SCH 5S, SCH 10S, SCH 20, SCH, paslanmaz çelik dikişsiz boru ve tüpler genişliği Madencilik, Enerji, Petrokimya, Kimya Endüstrisi, Gıda fabrikası, Kağıt fabrikası, Gaz ve Akışkan Sanayi vb. 30, SCH 40S, SCH 60, SCH 80S, XS, SCH 100, SCH 120, SCH160, XXS
Tıbbi Boru 304, 304L ve 316L Paslanmaz Çelik . 304 Paslanmaz Çelik nispeten düşük karbon içeriğine (maksimum yüzde 0.08) sahiptir ve korozyona 302 Paslanmaz Çelikten daha iyi dayanıklıdır. Eşdeğeri 304L Paslanmaz Çelik, daha düşük bir karbon içeriğine (maksimum yüzde 0,04) sahiptir ve benzer korozyon direnci sunar. Ancak, 304L kaynak sonrasında taneler arası korozyona karşı da yüksek direnç sağlar. 316L bazen Tıbbi enstrümantasyonda kullanılır ve daha düşük karbon içeriğine sahiptir. 316 Paslanmaz. 316L üstün korozyon direncinin gerekli olduğu alanlarda kullanılır
Kaynaklı ve çekilmiş çoğu durumda, ekonomi, kurşun zamanı ve tolerans bakımından tercih edilen boru tercihidir. Pek çok zorlu uygulama, 85 yıldan uzun bir süredir Vita İğnesi tarafından kullanılan TIG kaynaklı ve tapalı (mandrel) çekme yöntemini gerektirir!
Tıbbi Sanayi için Paslanmaz Çelik Boru Üretimi
İşlemle ilgili bir astar
Tıp endüstrisi için tüp üretmek, kaynak, malzeme ve yüzey kalitesine büyük önem verir.
Tıp endüstrisi için borular öncelikle 304 ve 304L (düşük karbonlu) kaynaklı paslanmaz çelikten üretilmektedir. 304 paslanmaz çelik nispeten düşük karbon içeriğine (maksimum yüzde 0,08) sahiptir ve korozyona 302 paslanmazdan daha iyi direnç gösterir.
304L paslanmazının eşdeğeri, daha düşük karbon içeriğine (maksimum yüzde 0,04) sahiptir ve benzer korozyon direnci sunar. Bununla birlikte, 304L ayrıca kaynak sonrasında taneler arası korozyona karşı yüksek direnç sunar.
Şerit Stok
Tıbbi tüp üreticisinin önündeki en büyük zorluklardan biri, kaliteli kenar koşulları ile şerit stoğunun sabitlenmesidir. Boruların duvarları tıbbi pazarda nispeten ince olma eğilimindedir ve sonuç olarak hizalama ve kenar koşulları kritiktir.
Kaynaklı değirmen operatörlerinin, tüm şerit stokunu olabildiğince temiz ve korunmuş olarak muhafaza etmeleri önerilir. Bu, vücut yağlarının kenarları kirletmesini önlemek için dikkatli ve uygun bir şekilde saklamayı ve tüm stokları temiz pamuklu eldivenlerle elleçlemeyi içerir.
Üretici, gelen şeritlerin kenar koşul şartlarını karşıladığından emin olmak için şerit kesiciyle yakından çalışmalıdır. Çoğu değirmende, tesisin gereksinimlerini karşılayan kaliteli şerit tedarik eden bir veya iki şerit tedarikçi bulunur.
Kaynak
İmalâtçılar genellikle tıbbi pazarda 304 ve 304L paslanmaz çelik şerit kaynak için üç farklı yöntemden birini kullanmaktadır.
Birincisi gaz tungsten ark kaynağı (GTAW). Bu popüler yöntemlerin en eski ve hala yaygın olarak kullanılmaktadır. İkinci plazma kaynağı, GTAW üzerinde bir varyasyon. Son lazer kaynağı, en yaygın yöntemlerden biridir. Bu kaynak yöntemlerinin her biri temel tasarımda benzerdir, farklılıklar ilgili kaynak kafalarında ve güç kaynaklarında bulunur. Her birinin çeşitli güçlü ve zayıf yönleri vardır.
Bir kaynak değirmeni prosesinin seçilmesinde dikkate alınması gereken başlıca bazı hususlar şunlardır:
1. Çalışma hızı.
2. Elektrotların bakımı.
3. Kolay kullanım.
4. Kaynak kafası ve güç kaynağı maliyeti.
Çoğu kaynak fabrikası, kaynak dikişinin bütünlüğünü doğrulamak için son fin geçtikten sonra gürültülü akım test cihazları kullanır. Bazıları dikişin ve kaynak kafası elektrodunun hizalamasını gözlemlemek için kaynak dikişine odaklanan bir video kamera da ekler. Bu iki kaynak yardımcısı, değirmenin dakikada 20 ila 30 feet (FPM) arasında değişen hızda kaynak dikişinde oldukça yüksek bir güven seviyesine sahip daha büyük sürekli bobinler üretmesine izin verir.
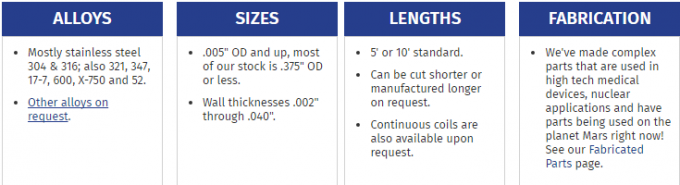
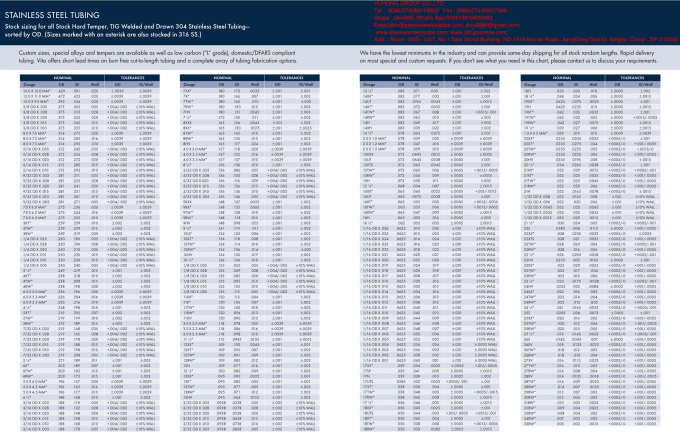
Boyut Aralıkları
Tıbbi tüplerin büyük kısmı, gevşek Amerika Birleşik Devletleri askeri GG-N-196 şartnamesine dayanan bir ölçü skalasına dönüştürülür. Modern gereksinimler ve teknoloji gelişmeleri bu ölçeği büyük ölçüde genişletti. Değişken duvarlarla (0,015 ila 0,0015 inç) 6 (0,203 inç) ila 36 (0,004 inç) arasındaki artımlı göstergeler artık standart olarak kabul edilmektedir.
Üç Temel Ürün
Üreticiler, orijinal ekipman üreticilerini (OEM'ler) ve distribütörleri üç temel bitmiş boru kaynağı ile tedarik ettiler; ardından birkaç lavabo [iç çapı olmayan indirimler (ID) fişi veya mandrel] bitirmek için; (kaynağı düzleştirmek ve duvar kalınlığını ayarlamak için), ardından birkaç lavabo ile bitirmek için kaynaklı, tapalı veya mandrel çekilmiş; ve kaynak yapılmış, bunu takiben birkaç fiş veya mandrel bitirmek için çizer. Bu yöntemlerin her biri sağlam bir ürün üretir ve her ürünün belirli bir uygulama alanı vardır.
Bazı tüp üreticileri üç ürün çeşidini sunarken diğerleri bir veya iki türe uzmanlaşmışlardır. Tıbbi OEM'lere çeşitli kaynak dikişleri ve yüzey kalitesi özellikleri ve toleransları yanı sıra çeşitli maliyetler de sunuyor.
Kaynaklı ve Evyeler Tarafından Tamamlandı . Kaynaklı ve bitmiş batma borulardaki şerit stoğu istenen bitmiş boyuttan daha büyük bir dış çapa (OD) sahip bitmiş duvar boyutunda veya çok yakınında oluşturulur ve kaynaklanır. Kaynaklı tüpün istenen OD'ye, boruyu bitmiş ebadına batırarak ulaşılır.
Batma işlemi, tüpün OD üzerindeki yağlanması ve bir kalıptan çekilmesi ile gerçekleştirilir. Bu işlem, arzu edilen OD elde edilinceye kadar giderek daha küçük kalıplarla tekrarlanır. Bu işlem herhangi bir ara tavlama gerektirmez ve sonuçta boru verimli ve ucuza üretebilir. Bununla birlikte, bu süreçte, yüksek düzeyde iş sertleştirme kabiliyeti elde etme kabiliyeti genellikle engellenir çünkü soğuk iş miktarı, işlemde duvar azalması eksikliği ile sınırlanır.
İşlem, ara tavlama gerektirmez, bu nedenle kaynak bölgesi bozulmadan kalır ve homojenize olmaz. Sonuç olarak, kaynak bölgesi görünür halde kalır ve ana metal içine entegre değildir. Kimlik göbeği veya tapası olmadan tüpü azaltmak tüpün kimliğinde sert bir yüzey oluşturur. Birçok lavabo tarafından işlenmiş bir tüp, monte edilmiş, parlatılmış ve daha sonra bir mikroskopta görülen enine bir kesit ortaya çıkarmak için kesilirse, ID boyunca şiddetli tepe noktaları ve vadiler görülebilir.
Bu işlemin neden olduğu ID duvarındaki zirveleri, kimliğini iyice temizlemeyi zorlaştırıyor çünkü kir ve kirleticiler dorukların vadilerinde toplanıyor. Bu tepeler, aynı zamanda kimliği düzensiz yapar ve kimlik boyutunu sürekli olarak ölçmede güçlük çekebilir.
Bu tip tüp genellikle enjekte edilebilir cihaz gibi temel hipodermik iğne uygulamaları için kullanılır. Kimliğin düzensiz durumu nedeniyle, bu tüp, genellikle, stil, tel veya tüpü kimlik numarası üzerinden geçirme olanağı gerektiren işlemler için kullanılmaz. Ayrıca, bu yöntem genellikle kan çekmede kullanılmaz, çünkü kaba kimli kan oluşmasına ve pıhtılaşmasına, yavaşlamasına veya nihayetinde kan akışını durdurmasına neden olabilir. Son olarak, kaynak bölgesinde homojen olmayan bir tane yapısı üzerinde şiddetli soğuk işlemler nedeniyle, boru, bitmiş boru üzerinde yapılabilecek bir imalat işlemi sırasında başarısız olabilir.
Sona Erdirmek için Lavabolar Ardından Kaynaklı, Tapalı veya Mandrelli . Kaynaklı, tapalı veya mandrel çekilmiş, ardından lavabo-finiş boruları için, şerit stoğu, yalnızca lavabo olan boru gibi kaynak yapılmış ve oluşturulmuştur, ancak başlangıç duvarı boyutu istenen bitmiş duvar boyutundan daha geniştir.
OD ve ID yağlanır ve ID fişi veya mandrel yerleştirilir ve tüp bir kalıptan çekilir. İndirgeme miktarına bağlı olarak, bu işlem, ara bir tavlama gerektiren bir iş sertliği oranına ulaşılana kadar giderek daha küçük kalıplar ve ID fişleri veya mandreller kullanılarak tekrarlanabilir. Tavlama işleminden sonra işlem, ID fişi veya mandrel ile devam edebilir veya daha önce açıklandığı gibi bir lavabo işlemine geçebilir.
Ürün daha sonra arzulanan nihai boyuta kadar lavabolarla bitirilir. ID fişinin veya mandrelin ve ara tavanın ilavesi, ürün maliyetlerini arttırmakta ve ürün verimliliği çadır için azalmaktadır. Bu işlemin yalnızca bir ara tavuğu olması nedeniyle, kaynak bölgesi homojenize iken halen görünür durumda.
Azaltılması için gereken soğuk çalışma miktarı nedeniyle daha yüksek iş sertleştirme hızlarına bu işlemle daha kolaylıkla ulaşılır. Yüzey kondisyon kalitesi, ID ve OD, azalma sırasında ID duvarını destekleyen ID fişi veya mandrel yüzünden yüksek olma eğilimindedir. Buna ek olarak, ID'nin temizlenmesi neredeyse hiç sorun değil, kimlik boyutu tutarlıdır ve tüp, batan yöntemle biten borudan daha sıkı toleranslar tutabilir.
Bu tüpün mikroskopta çapraz görüntüsü daha az ID duvar çarpıklığını ve daha pürüzsüz bir görünümü gösterir. Bu tüp genellikle sıkı toleranslara sahip daha kaliteli tüp gerektiren uygulamalarda kullanılır. Normalde, enjekte edilebilir bir cihaz olarak kullanılmaz.
Kaynaklanıp Takılabilir veya Mandrel-Sonlandırılmış olarak . Kaynaklı ve fişli veya mandrel çekilmiş boruların üretiminde, şerit stokları diğer yöntemlerle olduğu gibi şekillendirilir ve kaynak yapılır ve başlangıç duvarı ve OD, arzulanan bitmiş boyuttan daha büyüktür.
OD ve ID yağlandıktan ve bir ID fişi veya mandrel takıldıktan sonra tüp kalıplar boyunca çekilir. İndirgeme miktarına ve arzu edilen kaplama boyutu sertlik gereksinimine bağlı olarak, bu işlem, iş sertliği bir ara tavlama gerektirene kadar kademeli olarak küçük kalıplar ve ID fişleri veya mandrellerle tekrarlanır. Tavlama işleminden sonra, istenen bitmiş boyut elde edilinceye kadar işlem tekrar başlayabilir.
Ürün baştan sona bir kimlik fişi veya mandrel ile çizilir. Bu, en az iki ara tavayla bağlantılı olarak, kaynak bölgesinin ana metal içine tamamen homojenize olmasını sağlar. Çok sıkı OD ve ID toleranslarını ve ID temizlik kapasitesini korumak bu ürünlerin temel özellikleridir. Çekilmiş tüpe bir çapraz görüntü, bir mikroskop ile düzgün bir ID cephesi ve görünür kaynak bölgesi göstermez.
Bu ürünün bazı kullanım alanları arasında kan verici iğneler, dar toleranslar ve üstün yüzey koşulları gerektiren ürünler ve diğer cihazları kimlik numarası ile geçirebilecek ürünler gerektiren ürünler bulunmaktadır.
Emin olmak gerekirse, tüm paslanmaz çelik borular aynı şartnameye göre üretilmemiştir. Tıbbi cihaz OEM'leri ve distribütörleri, medikal pazar için paslanmaz çelik boru sipariş ederken seçebilecekleri çeşitli ürün ve ürün özelliklerine sahiptir. En önemlisi ve OEM veya distribütör, uygun ürünün sipariş edilmesini sağlamak için tüpün amaçlanan kullanımını iyi anlamış olmalıdır.
İlgili kişi: Jikin Cai
Tel: +86-13819835483
Faks: 0086-574-88017980






